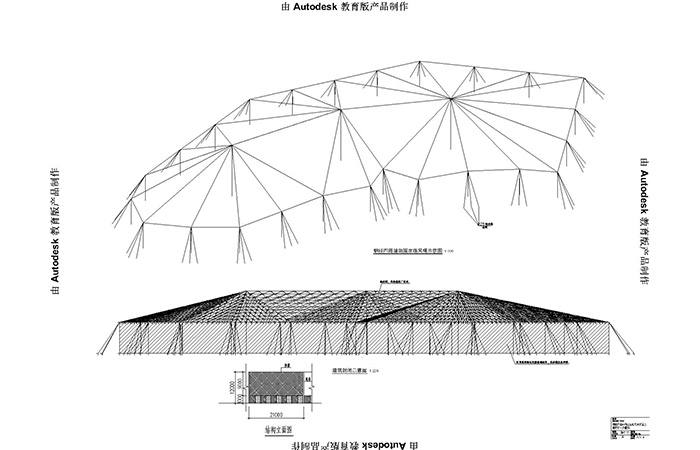
钢结构加固焊接方法修复裂纹的顺序
创建时间:2018-12-08
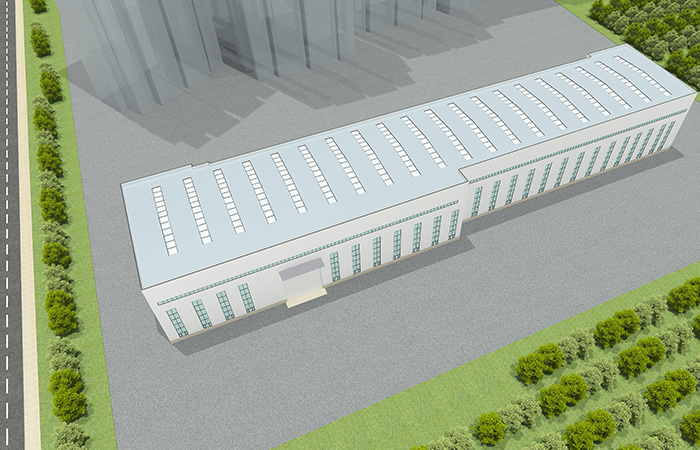
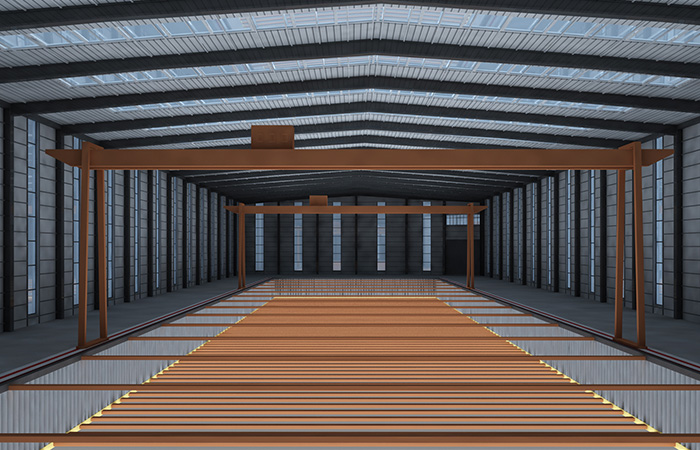
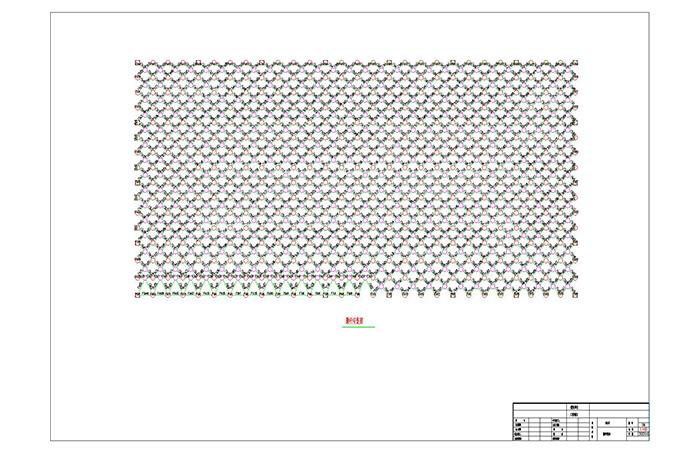
加固设计
1清洗裂纹两边80mm以上范围内板面油污至露出洁净的金属面;
用碳弧气刨、风铲或砂轮将裂纹边缘加工出坡口,直达纹端的钻孔,坡口的形式应根据板厚和施工条件按现行《气焊、手工电弧焊及气体保护等焊缝坡口的基本型式与尺寸》的要求选用;
3将裂纹两侧及端部金属预热至100℃~150℃,并在焊接过程中保持此温度
4用与钢材相匹配的低氢型焊条或超低氢型焊条施焊;
5尽可能用小直径焊条以分段分层逆向焊施焊,每一焊道焊完后宜即进行锤击;
6按设计要求检查焊缝质量;
7对承受动力荷载的构件,堵焊后其表面应磨光,使之与原构件表面齐平,磨削痕迹线应大体与裂纹切线方向垂
8对重要结构或厚板构件,堵焊后应立即进行退火处理。
中赫屹建筑设计公司:消防设计,钢结构设计、消防工程设计,消防图纸设计,消防蓝图设计,消防盖章,加固设计、消防蓝图盖章,消防设计盖章、钢结构深化设计(二次设计、消防设计报审、建筑设计、钢结构设计(复杂结构模型建立、计算分析)、钢结构分析、钢结构计算、异形钢结构、施工图设计、大跨度结构、空间桁架设计、空间网架设计、圣诞树设计等等、欢迎各地人士咨询。
넶浏览量:0